Как в России делают 100-метровые рельсы, 20 фото и текст
- Всем привет из сердца Кузбасса, с завода, на котором производится большинство рельсов для железных дорог и трамвайных линий России. Я покажу вам, как делают 100-метровые рельсы. Я был на многих производствах, это одно из самых впечатляющих!
 Завод ЕВРАЗ ЗСМК. Здесь делают рельсы для всей страны
Завод ЕВРАЗ ЗСМК. Здесь делают рельсы для всей страны - Западно-Сибирский металлургический комбинат — один из крупнейших сталелитейных заводов в стране. Находится он в городе Новокузнецк Кемеровской области. Предприятие очень большое, расположено на нескольких производственных площадках. Рельсобалочный цех находится в черте города. Раньше тут был Кузнецкий металлургический комбинат, всесоюзная ударная стройка. Первые рельсы здесь выпустили в 1932 году. Сейчас история предприятия продолжается, скоро будет уже 100 лет, как тут выпускают рельсы.
 Административное здание, перед ним на постаменте танк Т-34, он всё еще на ходу
Административное здание, перед ним на постаменте танк Т-34, он всё еще на ходу - Прежде чем попасть на производство, нужно пройти инструктаж по технике безопасности. Инструктаж проходит в историческом зале совещаний. Здесь специально сохраняют интерьеры, которые помнят историю завода.
 Исторический зал заседаний. Объект культурного наследия
Исторический зал заседаний. Объект культурного наследия - Путь в цех лежит через тоннель, проходящий под предприятием. В летний зной это самое комфортное место на всей территории, тут дует ветер и царит прохлада. Предприятие режимное, на проходных нужно показывать пропуск и дуть в алкотестер.
 Тоннель под предприятием
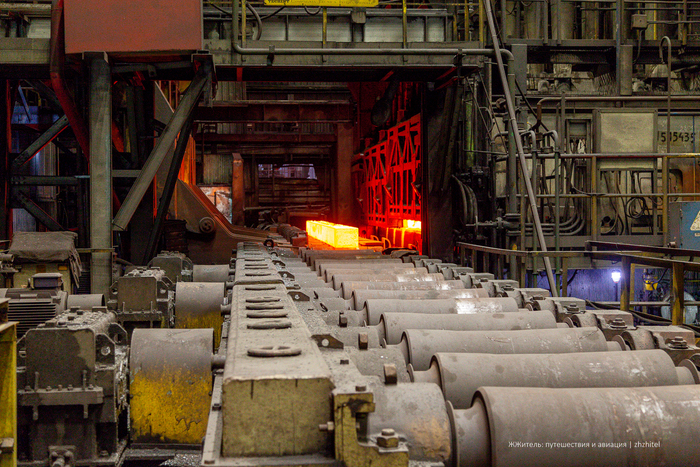
Тоннель под предприятием - Рельсобалочный цех поражает своими размерами. Заготовки для рельсов поступают в виде стальных параллелепипедов длиной около 8 метров. В зависимости от типа рельса марки стали отличаются. Есть рельсы для движения скоростных поездов, есть рельсы для районов с холодным климатом, для метрополитена и так далее.
 Рельсобалочный цех ЗСМК . На переднем плане — заготовки для рельсов
Рельсобалочный цех ЗСМК . На переднем плане — заготовки для рельсов - Первым делом заготовка отправляется в печь, где ее разогревают почти до 1200°С. Даже метрах 10 от печи очень жарко, а съемочная техника перегревается.
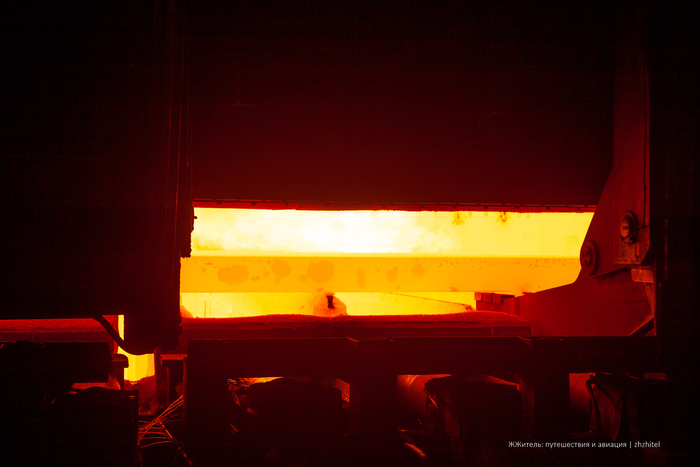 Заготовки в печи
Заготовки в печи - Из печи раскаленная заготовка подается на установку гидравлического сбива окалины. Напор воды свыше 200 атмосфер. Зрелище впечатляющее, но смотреть можно только на безопасном расстоянии и в очках: пар, жар, шум, куски летящей окалины.
 Заготовка вышла из печи
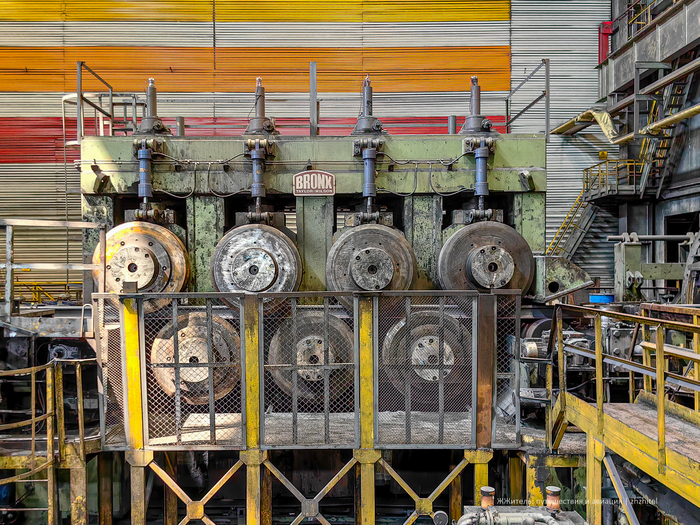
Заготовка вышла из печи - Далее, чуть остывшая заготовка попадает на прокатный стан, где она приобретает нужны профиль и вытягивается по длине в 13 раз до 105-106 метров. Это происходит в несколько проходов. Сначала формируется подготовительный профиль, затем черновой рельсовый калибр, потом уже профиль доводится с высокой точностью на группе клетей «Тандем».
 Через клеть ВД-1 заготовка проходит 7 раз, потом еще 3 раза через клеть ВД-2, и еще 3 раза через «Тандем»
Через клеть ВД-1 заготовка проходит 7 раз, потом еще 3 раза через клеть ВД-2, и еще 3 раза через «Тандем» - Немного необычно, что на таком большом производстве почти не видно рабочих.
 Красиво
Красиво - Впрочем, всё это закономерно: пока мы, обливаясь пóтом, смотрим на производство рельсов, сотрудники следят за всеми процессами в оборудованных кондиционерами помещениях. Производственные линии автоматизированы, находиться в жарком цеху необходимости нет.
 Масштабы потрясающие
Масштабы потрясающие - После прокатного стана сформированные рельсы поступают на участок дифференцированного термоупрочнения. Раньше рельсы закаляли в масле, это лишние расходы, гарь и сложности. Сейчас закаливание ведется сжатым воздухом. Головка рельса упрочняется без потери пластичности подошвы и шейки рельса.

- Затем рельс поступает в «холодильник». Название довольно условное. Рельс здесь действительно остужается, но не с комнатной температуры до 0…+4°С, как в домашнем холодильнике, а примерно с +550°С до +70°С. Время пребывания рельсов в «холодильнике» — 1 час 40 минут.
 Рельсы на холодильнике
Рельсы на холодильнике - Чтобы рельсы остывали, под ними расположены 196 вентиляторов.
 Внизу в холодильнике
Внизу в холодильнике - Если посмотреть снизу на эти уходящие вдаль линии рельсов и балок, это очень красиво выглядит. Геометрия, уходящих в перспективу рельс, и игра на них света и тени завораживают.
 И тут красивое
И тут красивое - После того, как рельс остыл, он почти готов, но его снова отправляются через ролики — на роликоправильный комплекс. Здесь рельсу придается идеальная форма и прямолинейность в горизонтальной и вертикальной плоскостях.
 Роликоправильный комплекс
Роликоправильный комплекс - Осталось совсем немного: обрезать концы рельсов. Их тут называют забавным словом «растрёп». Один конец рельса обрезают до правки, другой после.
 Растрёп — концы рельсов после прокатного стана
Растрёп — концы рельсов после прокатного стана - Наконец, последний, но очень важный этап производства — неразрушающий контроль. Готовые рельсы проверяются по множеству параметров. На профилемере контролируется прямолинейность рельса по всей длине, «Элекон» следит за геометрией профиля, а ультразвуковой контроль за отсутствие внутренних дефектов. Каждый рельс маркируют, по маркировке можно полностью узнать всю его историю.
 Готовые рельсы
Готовые рельсы - Если все параметры в норме, рельсы можно грузить на платформы и отправлять на склад и далее потребителям.
 Стометровые рельсы возят на сцепке из 7 вагонов, а иногда их сваривают по 8 штук в длину и тоже везут по железной дороге
Стометровые рельсы возят на сцепке из 7 вагонов, а иногда их сваривают по 8 штук в длину и тоже везут по железной дороге - Наверное, многие из тех, кто ездят в поездах, заметили, что сейчас вагоны на рельсах почти не стучат. Это происходит за счет перехода на стометровые рельсы. Такие рельсы помимо бесшумности обеспечивают плавность, комфорт и безопасность. Их укладывают на железной дороге и в метрополитене.
 На выходе из рельсобалочного цеха
На выходе из рельсобалочного цеха - Еще в первой половине 2010-х стометровые рельсы закупали за рубежом, теперь потребность в них полностью обеспечивается в России, даже остается для экспорта.
 Фото на память
Фото на память
Сейчас в Кузбассе продвигают промышленный туризм. На ЗСМК можно попасть с экскурсией. Мне производство понравилось. Было жарко, но очень интересно, одно из самых ярких впечатлений от региона. Здорово, что у нас есть такие производства!
0 комментариев
1 191 просмотр
Комментарии